Premier post, je me présente donc rapidos, Thomas, 26 ans, motard à mes heures perdues. Et a mes heures encore plus perdues (genre pendant un confinement), j'ai encore plus d'idées à la con que d'habitude
J’ai *un tout petit peu* d’expérience avec la fibre. J’ai fabriqué jusque là des petites pièces simples, quasi plates, sans complexité aucune, à tirage unique, donc sans faire de moule. Ma technique habituelle, c’est généralement fabriquer un mannequin en polystyrène, le recouvrir de scotch d’emballage, stratifier, gelcoater, et faire la finition à la truel… au mastic polyester, pardon. Technique un peu à l’arrache, mais qui a l’avantage d’être cheap et rapide à mettre en œuvre.
Du coup, confinement oblige, je me suis lancé dans l'idée de fabriquer un réservoir additionnel (arrière) de carburant pour mon XTZ 750. Les connaisseurs lèveront un sourcil douteux sachant que la moto a déjà 24L de réservoir d'origine
- continuer à m'améliorer en technique de stratification, surtout pour fabriquer un moule
- m'entrainer pour potentiellement refaire plus tard le réservoir principal en 2 demi-réservoirs placés plus bas, avec moins de contenance que d'origine
- tuer le temps
Donc j'ai commencé à planifier tout ça, et j'ai commencé mon mannequin en polystyèrene d'isolation, à grand coup de cutter et de positionnement théorique sur la moto. Ça ressemble pour l'instant à ça en théorie (sans arrondis ni rien) :
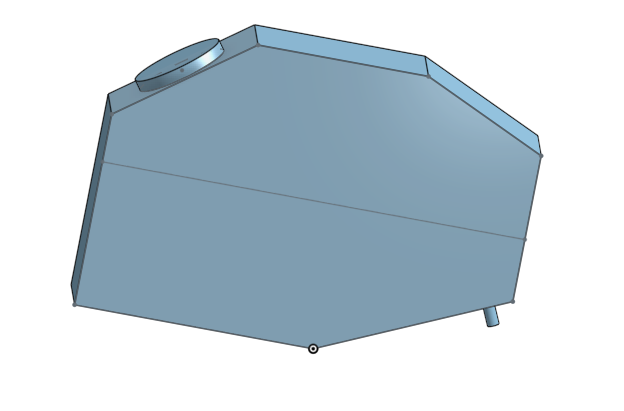
Et à ça en pratique :



Sur la théorie, vous pouvez voir en plus le positionnement du robinet et de la trappe d’essence. Dans la réalité, ces derniers sont sur le même plan horizontal, et la trappe est le point le plus haut, le robinet le point le plus bas, une fois placé sur la moto. Niveau volume, on est à ~6L je pense au final.
Je souhaite tirer 2 pièces de mon moule :
- la première sera un prototype, en résine polyester, avec du mat / fibre de verre, sans traitement SPV. Il me servira à valider tous les éléments (placement, fixations, utilisation) et à m’entraîner. Il ne contiendra jamais d’essence, mais de l’eau. Couches : Mat 200 / verre 300 / mat 200 / verre 300 / mat 200
- le second sera le vrai, en résine vinylester, avec mat/fibre de carbone-kevlar, avec traitement SPV. Couches : Mat 200 / carbone-kevlar 200 / mat 200 / carbone-kevlar 200 / mat 200
La suite, ce sera donc :
- faire une finition "lisse" à ce mannequin Je pensais le protéger dans du scotch d'emballage marron, puis passer du gelcoat polyester dessus, puis poncage/mastic/poncage (je sais que c'est "à l'arrache" comme technique et que ça va donner de la sur-épaisseur dont il va falloir tenir compte, mais c'est tout ce dont je suis capable de faire avec mes moyens et ma technique actuels)
- faire les moules correspondants à mes 2 moitiés. Démoulant Tercanol, puis mat de verre 300g en 7 couches + résine polyester
- faire mes 2 moitiés en mode "prototype", comme dit plus haut. Placer l’accastillage (robinet + trappe). Faire la soudure extérieure. Tester à l’eau.
- refaire la même chose, mais pour de vrai.
- prier, toussa
Bref, pour l’instant, la partie foireuse, c’est "rendre un mannequin en polystyrène lisse, dur & solide". Si vous avez des suggestions moins pourries que mon idée à moi, je serais preneur.
A noter : je suis habitué à travailler en résine polyester, je n’ai rien en résine epoxy sous la main.
Autre question : le kit traitement SPV que vous vendez, vous le faîtes sur mesure en plus petite taille, je suppose ? Parce que "réservoirs jusqu'à 40 litres." d’après votre site, j’risque d’en avoir sur les bras après tout ça moi
Bref, j’essaierai de tenir ce post à jour au fur & à mesure de mon avancement.
Merci à l’équipe en tout cas pour les conseils que vous distillez un peu partout sur le forum, c’est pas simple de trouver de la littérature de qualité et fiable sur ce sujet bien précis !
Bonne soirée à tous,
Thomas

